2D와 3D의 차이
일반 프린터가 종이에 잉크를 평면으로 찍는다면, 3D프린터는 재료를 높이 방향으로도 쌓아 실제 입체를 만듭니다.
모델, 슬라이서, G-code, 노즐, 레이어, 인필, 서포터까지 처음 보는 분도 이해할 수 있게 쉽게 정리했습니다.
3D프린팅은 화면 속 3D 모델을 실제 물건으로 바꾸는 기술입니다. 종이에 그림을 찍는 것이 아니라, 재료를 아래에서 위로 한 층씩 쌓아 입체를 만드는 방식입니다. 그래서 어떤 재료를 쓰는지, 어떤 방향으로 쌓는지, 첫 번째 레이어가 안정적인지가 결과를 크게 바꿉니다.
핵심은 “입체 물체를 층층이 쌓아 만든다”는 점입니다.
일반 프린터가 종이에 잉크를 평면으로 찍는다면, 3D프린터는 재료를 높이 방향으로도 쌓아 실제 입체를 만듭니다.
컴퓨터 안의 3D 모델이 바로 출력되는 것이 아니라, 출력 경로로 바뀐 뒤 프린터가 그 경로를 따라 움직이며 만들어집니다.
대부분의 FDM 출력물은 얇은 층을 수백 번 쌓아 완성됩니다. 그래서 첫 층과 각 층의 안정성이 중요합니다.
대표적인 가정용·산업용 보급형 3D프린팅 방식입니다.
플라스틱 재료를 실처럼 감아 놓은 필라멘트를 장비가 잡아당겨 노즐 쪽으로 보냅니다.
필라멘트는 히터가 달린 노즐에서 녹아 나오고, 바닥에 한 줄씩 깔립니다.
한 층을 다 그리면 Z축이 조금 올라가고, 그 위에 다음 층을 다시 쌓습니다.
이 과정을 수십 번, 수백 번 반복해 입체가 만들어집니다.
출력할 물건의 디지털 형상입니다. STL, 3MF 같은 파일 형태를 많이 사용합니다.
모델을 층 단위로 나누고, 노즐이 어디로 움직일지 계산하는 프로그램입니다.
프린터가 이해하는 동작 명령 파일입니다. 이동, 온도, 속도, 팬, 압출 같은 정보가 들어갑니다.
프린터가 G-code를 따라 움직이며 한 층씩 쌓아 실제 물건을 만듭니다.
녹은 필라멘트가 나오는 끝부분입니다. 구경 크기에 따라 표현력과 작업 속도 성향이 달라집니다.
한 층의 두께입니다. 레이어가 얇을수록 더 촘촘하게 쌓이지만 시간이 오래 걸릴 수 있습니다.
출력물 내부를 어느 정도 채울지 정하는 구조입니다. 겉은 비슷해도 내부 강도와 시간은 크게 달라질 수 있습니다.
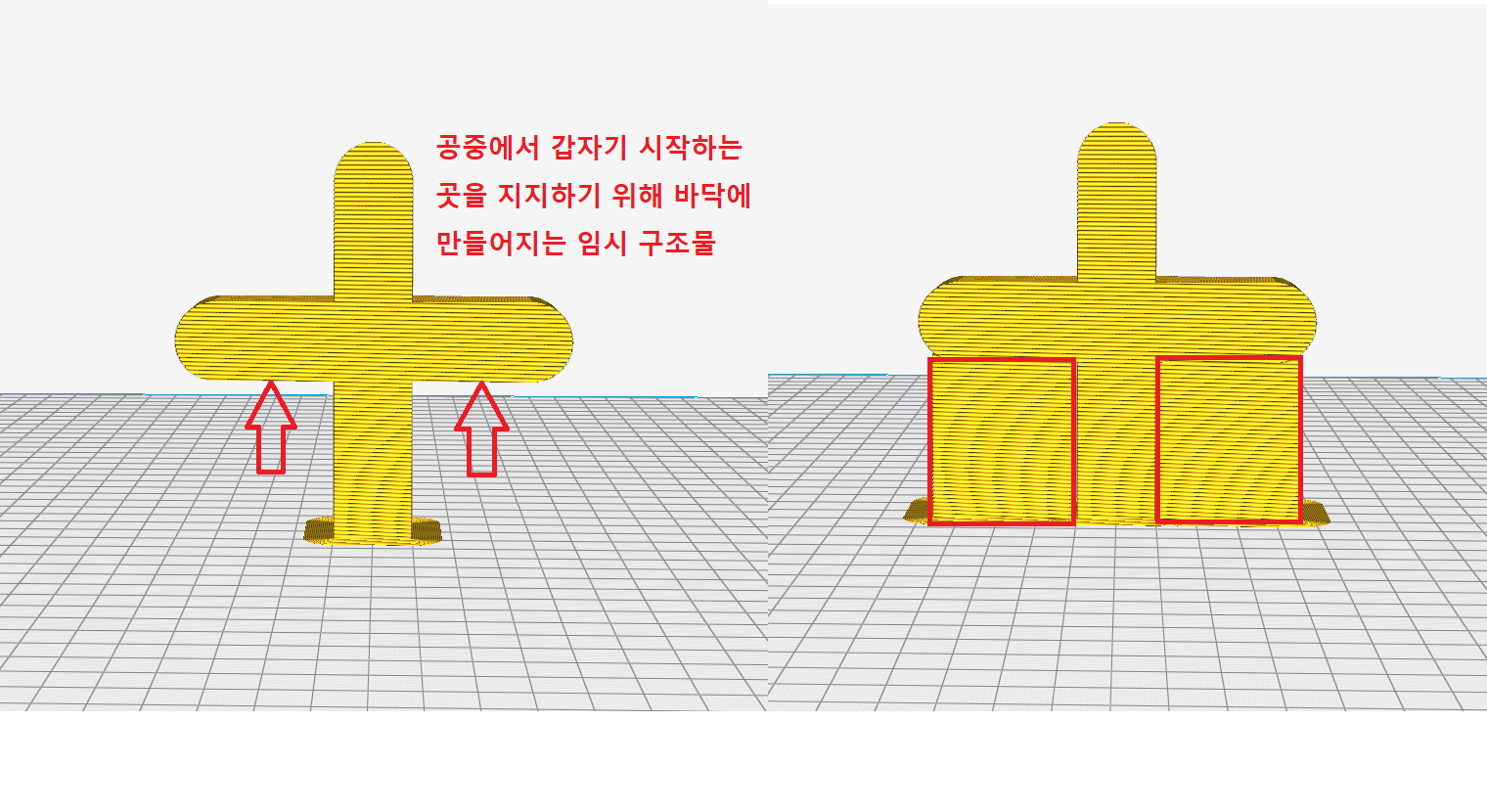
공중에 뜨는 부분을 받쳐 주기 위한 임시 구조물입니다. 출력 후 제거하는 전제입니다.
바닥에 처음 깔리는 층입니다. 이 층이 흔들리면 그 위 모든 층이 같이 흔들릴 수 있습니다.
출력 시작 안정성을 돕기 위한 보조 라인입니다. 브림은 붙잡아 주고, 스커트는 상태 확인 성격이 강합니다.
첫 레이어는 그 위에 올라갈 모든 층의 바닥이 됩니다. 처음이 흔들리면 위도 같이 흔들립니다.
아주 작은 들뜸이나 접착 불량이 나중에는 노즐 충돌, 뒤틀림, 출력 실패로 커질 수 있습니다.
첫 레이어는 눈으로 보고 상태를 판단하기 쉬워서, 출력 성공률을 높이는 가장 좋은 시작점입니다.
말로만 들으면 감이 잘 안 오기 때문에, 아래처럼 이해하시면 쉽습니다.
잘 붙고, 잘 받쳐지고, 너무 얇지 않은 형상이 3D프린팅에 더 유리합니다.
바닥과 닿는 면이 넓을수록 첫 레이어가 더 안정적으로 붙고, 출력물이 흔들리거나 넘어질 위험이 줄어듭니다.
급한 직각 돌출보다 완만한 곡면이나 챔퍼, 필렛은 스스로 받쳐지는 형상이 되기 쉬워 서포터를 줄이는 데 도움이 됩니다.
한 번에 출력하면 서포터가 많이 필요한 모델도 파트를 나누면 더 안정적인 방향으로 출력할 수 있고, 실패해도 일부만 다시 출력하면 됩니다.
결합부는 양쪽 모두에 여유를 두고 설계해야 실제 출력 후에도 끼우고 빼기 쉽습니다. 대표님 기준 안내로는 양/음 모두에 약 0.3mm 공차를 두는 쪽이 이해하기 쉽습니다.
외벽이 너무 얇으면 출력 중 흔들리거나 완성 후 쉽게 깨질 수 있습니다. 실제 사용 부품일수록 여유 있게 두께를 잡는 것이 좋습니다.
수mm 이내의 아주 작은 부품은 어떤 재료를 써도 약하게 느껴질 수 있습니다. 작은 부품일수록 두께와 적층 방향을 더 신중하게 잡아야 합니다.
3D프린팅은 층을 쌓아 만드는 방식이라 힘이 많이 걸리는 방향과 적층 방향을 함께 생각해야 합니다. 방향이 불리하면 쉽게 벌어지거나 부러질 수 있습니다.
다른 환경에서 폰트가 바뀌면 글자 폭과 두께가 달라져 출력 결과도 바뀔 수 있습니다. 공통 폰트를 쓰면 깨짐과 형태 변형을 줄이는 데 유리합니다.
복잡한 물건을 자유롭게 만들고, 소량·맞춤 제작을 빠르게 할 수 있다는 점이 큰 장점입니다.
단순한 사각형뿐 아니라 내부 구조가 있는 형상이나 복잡한 곡면도 디지털 모델만 있으면 구현이 가능합니다.
금형 없이 바로 출력할 수 있어, 여러 종류를 조금씩 만들거나 사람마다 다른 치수에 맞춘 제작이 쉽습니다.
디지털 모델만 수정하면 바로 다시 출력할 수 있어, 시제품 반복과 개선 속도가 빠릅니다.
전통 가공 방식보다 형상 제약이 적어, 기능과 외형을 동시에 고려한 설계가 가능합니다.
별도 금형이나 긴 준비 공정 없이, 파일 준비가 끝나면 바로 제작 단계로 넘어갈 수 있습니다.
비교적 작은 장비로도 실제 물건 생산이 가능해, 개인이나 소규모 사업자도 접근하기 쉽습니다.
주문 수량만큼만 바로 출력하는 방식이 가능해 재고 부담을 줄이기 쉽습니다.
깎아내는 방식보다 필요한 부분을 쌓아 만드는 성격이 강해, 목적에 따라 재료 사용을 더 효율적으로 관리할 수 있습니다.
설계와 출력 성공률에 바로 연결되는 기본 질문만 따로 모았습니다.
스커트는 모델과 떨어져 출력되어 노즐 상태와 첫 레이어 흐름을 확인하는 성격이 강하고, 브림은 모델 바닥에 붙어 출력되어 접착 면적을 넓혀 주는 역할이 큽니다. 즉 스커트는 상태 확인용, 브림은 붙잡아 주는 용도로 이해하시면 쉽습니다.
바닥면이 넓고, 급한 공중 돌출이 적고, 외벽 두께와 공차가 충분하며, 필요하면 파트를 나누어 출력하기 쉬운 구조가 출력 성공 확률이 높습니다. 한마디로 잘 붙고, 잘 받쳐지고, 너무 얇지 않은 형상이 더 유리합니다.
네. 3D프린팅은 층을 쌓아 만드는 방식이라 한 층 안쪽 방향과 층 사이 방향의 강도가 다르게 나타납니다. 힘을 많이 받는 방향이 층을 벌리는 방향과 겹치지 않도록 출력 방향을 잡는 것이 중요합니다.
일반적으로 외벽은 최소 1~2mm 이상으로 보는 편이 안전합니다. 너무 얇으면 쉽게 깨지거나 출력 중 흔들리기 쉬워 실제 사용 부품일수록 두께를 더 여유 있게 잡는 것이 좋습니다.
수mm 이내의 아주 작은 부품은 어떤 재료를 써도 단면이 작아 힘이 집중되기 쉬워 약하게 느껴질 수 있습니다. 여기에 적층 방향까지 불리하면 더 쉽게 부러질 수 있어, 작은 부품일수록 두께와 방향을 더 신중하게 잡는 것이 좋습니다.
파트를 나눠서 출력하면 서포터를 줄이기 쉽고, 각 파트를 더 안정적인 방향으로 배치할 수 있으며, 실패했을 때 일부만 다시 출력하면 되는 장점이 있습니다. 큰 모델이나 디테일이 중요한 모델일수록 분할 출력이 더 현실적인 경우가 많습니다.
급격한 직각 돌출보다 완만한 곡면이나 챔퍼, 필렛은 스스로 받쳐지는 형태가 되기 쉬워 서포터를 줄이고 출력 안정성을 높이는 데 유리합니다. 또한 수축과 응력이 한곳에 몰리는 것도 어느 정도 완화할 수 있습니다.
다른 환경에서 폰트가 없으면 글자 폭과 두께가 달라지거나 깨질 수 있습니다. 특히 3D 모델에 들어가는 글자는 폰트가 바뀌면 출력 결과도 달라질 수 있어 공통 폰트를 쓰는 편이 안전합니다.